What is a Measurement System Check Template?
A measurement system check — also called Gauge R&R (Repeatability and Reproducibility) — assesses whether the measurement system used to collect project data is reliable enough to trust. It quantifies how much of the observed variation in measurements is due to the measurement system itself, rather than actual variation in the process being measured.
A measurement system that contributes more than 10% of observed variation is considered marginal; more than 30% is unacceptable. Using data from a poor measurement system to make improvement decisions leads to the wrong conclusions and the wrong solutions.
Measurement system analysis is performed in the Measure phase before baseline data collection begins.
When to use a Measurement System Check Template
Conduct a measurement system check before collecting baseline data. Use it when:
- The measurement involves manual observation or human judgement that may vary between raters
- The measurement equipment has not been recently calibrated or validated
- Data from the measurement system will be used to make significant investment or process decisions
- A customer or regulator requires evidence of measurement system validity
Who should use a Measurement System Check Template
- Green Belts and Black Belts — before collecting baseline data in the Measure phase of DMAIC
- Quality Engineers — when validating measurement equipment and procedures
- Black Belts and MBBs — for full statistical Gauge R&R studies in manufacturing and precision contexts
- Process Owners — when new measurement methods are introduced as part of a control plan
Vote yes and we’ll prioritise a quick walkthrough showing you exactly how to use it.
How to conduct a Measurement System Check
A measurement system check requires the same item to be measured multiple times by multiple operators. The variation you observe reveals what proportion of measured variation is due to the measurement system rather than the parts or process.
How to conduct a Measurement System Check — step by step
-
1Select the parts or records to measure
Select 10 representative items that span the range of the process. For continuous measurement: physical parts or samples. For attribute data: records or transactions with known correct values.
-
2Select two or three operators
Choose operators who normally perform this measurement in the process. They should not discuss their results with each other during the study.
-
3Each operator measures each item at least twice
Randomly present each item to each operator and record the measurement. Then repeat — give each operator the same items again in a different random order. Calculate repeatability from the within-operator variation.
-
4Calculate repeatability
Repeatability is within-operator variation: the same operator measuring the same item gets different results. High repeatability variation suggests the measurement tool or method needs improvement.
-
5Calculate reproducibility
Reproducibility is between-operator variation: different operators measuring the same item get different results. High reproducibility variation suggests operator technique, training or interpretation needs to be standardised.
-
6Calculate %Gauge R&R
Express total measurement system variation as a percentage of total observed variation. Below 10%: acceptable. 10–30%: marginal, use with caution. Above 30%: unacceptable, fix before proceeding.
-
7Act on the findings
If %Gauge R&R is unacceptable, identify whether the problem is repeatability (tool/method issue) or reproducibility (operator issue) and implement the appropriate fix before collecting baseline data.
Worked example — Weighing Scale Gauge R&R Study
A completed measurement system check for a production weighing process, showing repeatability, reproducibility and %Gauge R&R calculations with an acceptability assessment.
Common mistakes — and how to avoid them
Skipping the measurement system check to save time. Saving two hours on measurement validation then spending three weeks analysing unreliable data is false economy. A poor measurement system produces conclusions you cannot trust.
Only checking one operator. Checking one operator measures the same item consistently tells you about repeatability but not reproducibility. You need at least two operators to assess both components.
Not randomising the order of measurement. If operators know which item they measured last time, they may unconsciously replicate their previous measurement. Randomise the order to get independent measurements.
Treating a marginal result as acceptable. A %Gauge R&R of 25% is not 'close enough to 10%'. At 25%, a quarter of your measured variation is measurement noise rather than process signal. Improve the measurement system before proceeding.
Tips for getting better results
Fix reproducibility before repeatability. Reproducibility problems (between-operator) are usually easier to fix than repeatability problems (within-operator). Start with standardising operator technique through clearer operational definitions and training.
Use attribute agreement analysis for subjective data. For attribute data (pass/fail, good/bad classifications), use attribute agreement analysis instead of variable Gauge R&R. Calculate the percentage of time each operator agrees with a known standard and with other operators.
Document the measurement system validation. Include the Gauge R&R results in the project documentation. A sponsor or finance team validating the savings at closure will want evidence that the measurement system was reliable.
Download the Measurement System Check Template
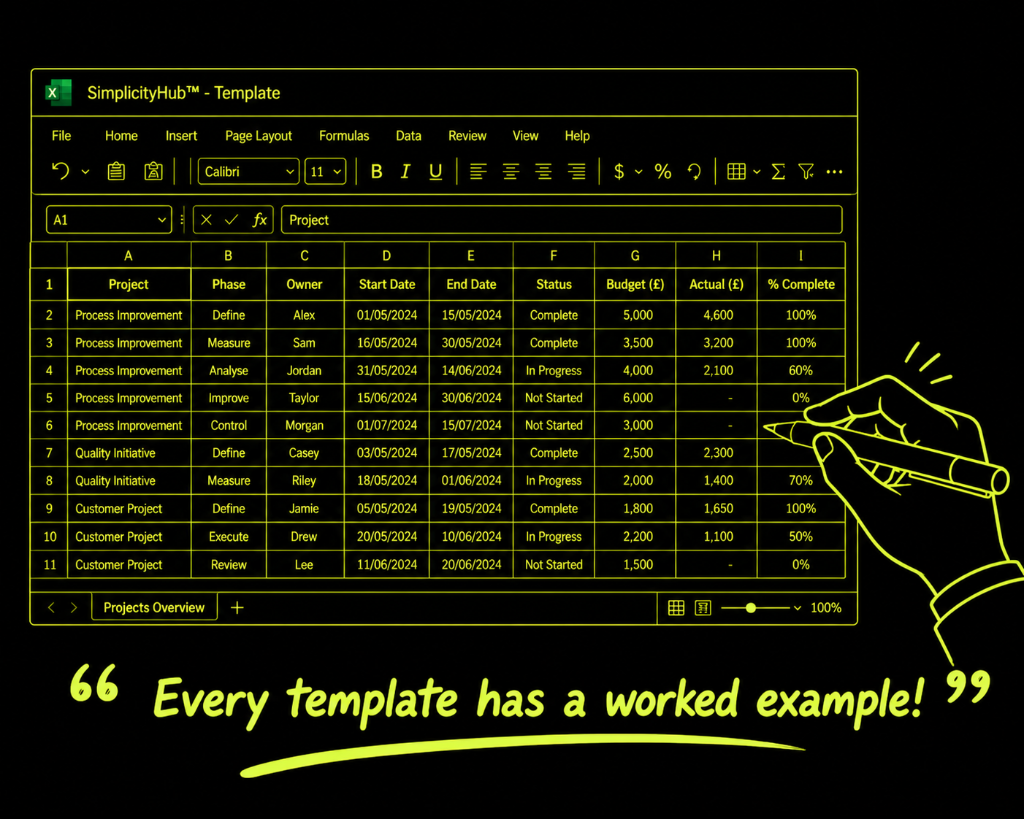
A clean, editable Excel template for immediate use — structured, professional and ready to fill in.
Frequently asked questions
What is a measurement system analysis?
Evaluates whether your measurement system produces reliable, repeatable, and reproducible results.
What are repeatability and reproducibility?
Repeatability: same person gets same result twice. Reproducibility: different people get the same result.
What percentage of variation is acceptable?
Less than 10% of total variation. Above 30% means the system is unreliable and must be improved.
Do I need a full Gauge R&R?
For continuous data yes. For attribute data a simpler attribute agreement analysis is sufficient.
Advanced Toolkit Packs — available now
Structured, ready-to-use template packs designed for real improvement work. Pick the pack that matches your project and get started straight away.
Process Improvement Starter Pack
A starter pack for identifying improvement opportunities, measuring baselines and planning action.
Root Cause Analysis Toolkit
A practical RCA toolkit for defining problems, finding causes, validating evidence and creating action.
A3 Template Pack
A clean A3 problem-solving pack for concise, visual improvement thinking and follow-through.