What is a Process Capability Template?
Process capability analysis measures how well a process meets its specification limits — the customer requirements. It calculates two indices: Cp (whether the process spread is narrow enough to fit within the specification) and Cpk (whether the process is centred within the specification as well as narrow enough).
A capable process (Cpk ≥ 1.33) consistently produces output within customer requirements. An incapable process produces defects — either because it is too variable, off-centre, or both.
Capability analysis is performed in the Measure phase after confirming the process is stable, and is revisited in the Control phase to confirm the improved process meets requirements.
When to use a Process Capability Template
Use process capability analysis when you have continuous data and customer specification limits. Use it when:
- You want to determine whether the process is inherently capable of meeting customer requirements
- You need to distinguish between a process that is variable (Cp problem) and one that is off-centre (Cpk problem)
- A customer or regulator requires Cpk evidence as part of a quality or compliance submission
- You want to demonstrate post-improvement capability at project closure
Who should use a Process Capability Template
- Green Belts and Black Belts — in the Measure phase to understand process capability before improvement
- Quality Engineers — for ongoing process capability monitoring in manufacturing environments
- Black Belts and MBBs — for advanced capability studies and design for Six Sigma work
- Operations Managers — to understand whether their process is capable of meeting customer specifications
Watch: a quick explainer
New to this? This short video walks you through measuring process capability — a helpful primer before you download and use the template.
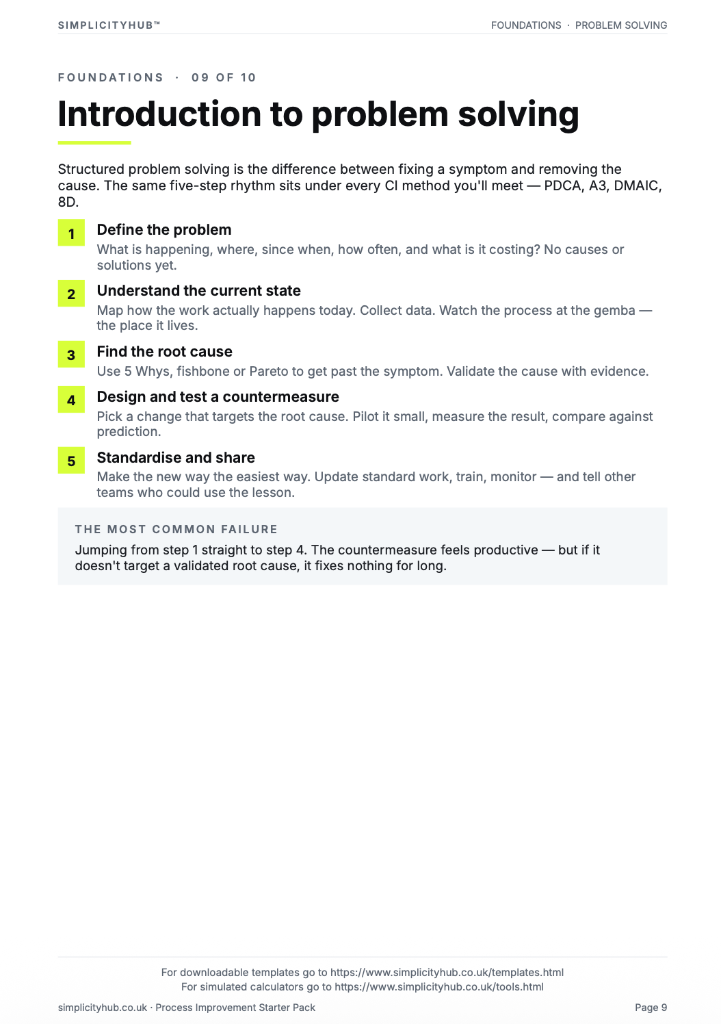
How to conduct a Process Capability Analysis
Process capability analysis is only valid for a stable, normally distributed process. Confirm stability with a control chart and check for normality before calculating Cp and Cpk — otherwise the indices will be misleading.
How to conduct a Process Capability Analysis — step by step
-
1Confirm the process is stable
Run a control chart first. If the process has special causes, remove them before calculating capability. Capability indices for an unstable process are meaningless.
-
2Check for normality
Process capability assumes normally distributed data. Plot a histogram and run a normality test (Anderson-Darling or Shapiro-Wilk). If data is non-normal, use Ppk or a non-parametric approach.
-
3Identify specification limits
Obtain the Upper Specification Limit (USL) and Lower Specification Limit (LSL) from customer requirements, engineering drawings or contractual standards. These are externally defined — not calculated from data.
-
4Calculate the process mean and standard deviation
Calculate the mean (μ) and the short-term standard deviation (σ) of your data. Use within-subgroup standard deviation for Cp/Cpk, not the overall standard deviation.
-
5Calculate Cp
Cp = (USL − LSL) / (6σ). This measures whether the process spread fits within the specification. Cp ≥ 1.33 is generally considered capable.
-
6Calculate Cpk
Cpk = min[(USL − μ)/(3σ), (μ − LSL)/(3σ)]. This measures whether the process is centred as well as capable. Cpk < Cp means the process is off-centre.
-
7Interpret and act
If Cp < 1.33: reduce process variation. If Cp ≥ 1.33 but Cpk < Cp: centre the process. If both are ≥ 1.33: the process is capable and centred. Document the capability indices and compare with post-improvement data at project closure.
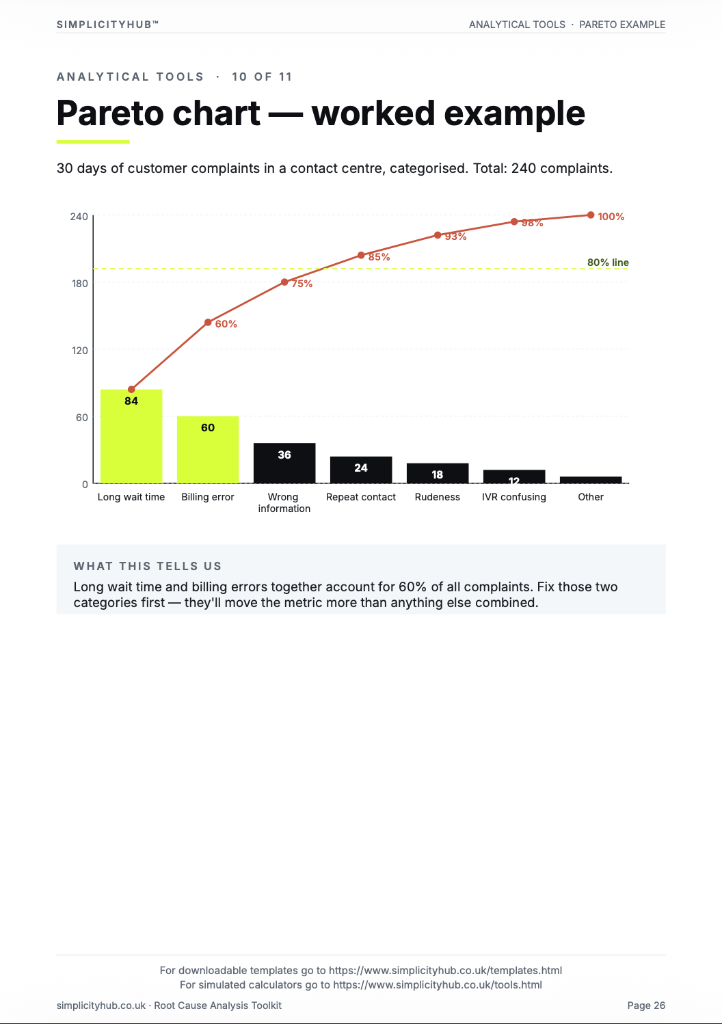
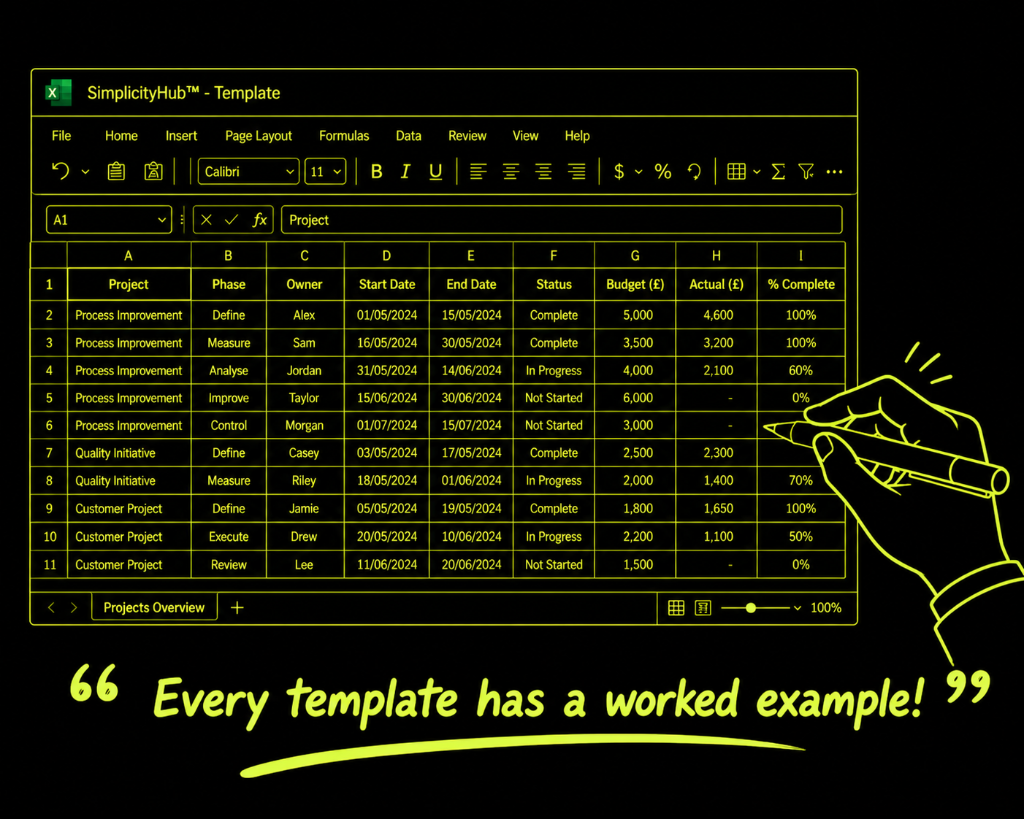
Worked example — Packaging Weight Capability Study
A completed process capability analysis for a packaging weight check, showing Cp=1.19 and Cpk=1.17 — capable but slightly off-centre, with a recommendation to re-centre the process mean.
Common mistakes — and how to avoid them
Calculating capability before confirming stability. A capability index for an unstable process is not meaningful. The control limits and standard deviation change as special causes come and go. Confirm stability first.
Using the overall standard deviation instead of the short-term. Cp and Cpk use the short-term (within-subgroup) standard deviation. Using the overall standard deviation inflates the apparent variation and underestimates capability.
Confusing specification limits with control limits. Specification limits are what the customer requires. Control limits are what the process delivers. They are calculated differently and serve different purposes. Do not substitute one for the other.
Ignoring non-normality. Cp and Cpk assume normality. For skewed or non-normal data, the indices are unreliable. Use non-parametric capability measures or transform the data before analysis.
Tips for getting better results
Report Cp and Cpk together. Cp without Cpk does not tell the full story — a process can be capable (wide enough specification) but poorly centred. Always report both indices and explain what each means.
Calculate Ppk for long-term capability. Ppk uses the overall standard deviation and reflects long-term process performance including between-subgroup variation. Compare Cp/Cpk (short-term) with Pp/Ppk (long-term) — a big gap signals a process with significant between-batch or between-shift variation.
Include a capability study in the closure report. The before-and-after comparison of Cpk is one of the most compelling elements of a project closure report. A Cpk that has moved from 0.8 to 1.4 demonstrates a transformation in process performance.
Download the Process Capability Template
A clean, editable Excel template for immediate use — structured, professional and ready to fill in.
Frequently asked questions
What is process capability?
A measure of how well a process performs relative to specification limits. Cp and Cpk are the most common indices.
What Cpk is acceptable?
1.33 is the typical minimum (4 sigma). 1.67 (5 sigma) is common in automotive. Below 1.0 means regular out-of-spec output.
Can I calculate capability for non-normal data?
Yes, but standard formulas assume normality. Use a transformation or non-parametric methods for non-normal data.
Cp vs Cpk?
Cp measures spread relative to specification width assuming perfect centring. Cpk also accounts for how far the mean is from the nearest specification limit.
Advanced Toolkit Packs — available now
Structured, ready-to-use template packs designed for real improvement work. Pick the pack that matches your project and get started straight away.
Process Improvement Starter Pack
A starter pack for identifying improvement opportunities, measuring baselines and planning action.
Root Cause Analysis Toolkit
A practical RCA toolkit for defining problems, finding causes, validating evidence and creating action.
A3 Template Pack
A clean A3 problem-solving pack for concise, visual improvement thinking and follow-through.